
Elaborazione CNC in 3Dprinter | da CNC a stampante 3D
TRASFORMA LA CNC MACH3 (mil / router) IN UNA STAMPANTE 3D
TRASFORMAZIONE IN 6 SEMPLICI PASSAGGI:
e stampa qualsiasi oggetto partendo dal disegno 3D (step o stl)
Una volta completata la trasformazione, si ottiene la stampa 3D semplicemente caricando sulla stampante il disegno 3D modificato dallo slicer.
INTRODUZIONE
Va innanzitutto ricordato che le CNC basate sul controller software Mach3 utilizzano il linguaggio G-code per muovere gli assi gestendo automaticamente i motori passo-passo collegati tramite la LPT1 ad un PC con sistema operativo Windows. Anche le stampanti 3D utilizzano lo stesso linguaggio G-code ma con alcune istruzioni in più dedicate specificatamente alle temperature dei dispositivi collegati alla stampante. La semplie installazione del dispositivo Extruder & Bed Controller (EBC) che presentiamo e della relativa utility software,permette di trasformare la CNC in una stampante 3D. Vediamo come:
 |
 |
INSTALLAZIONE
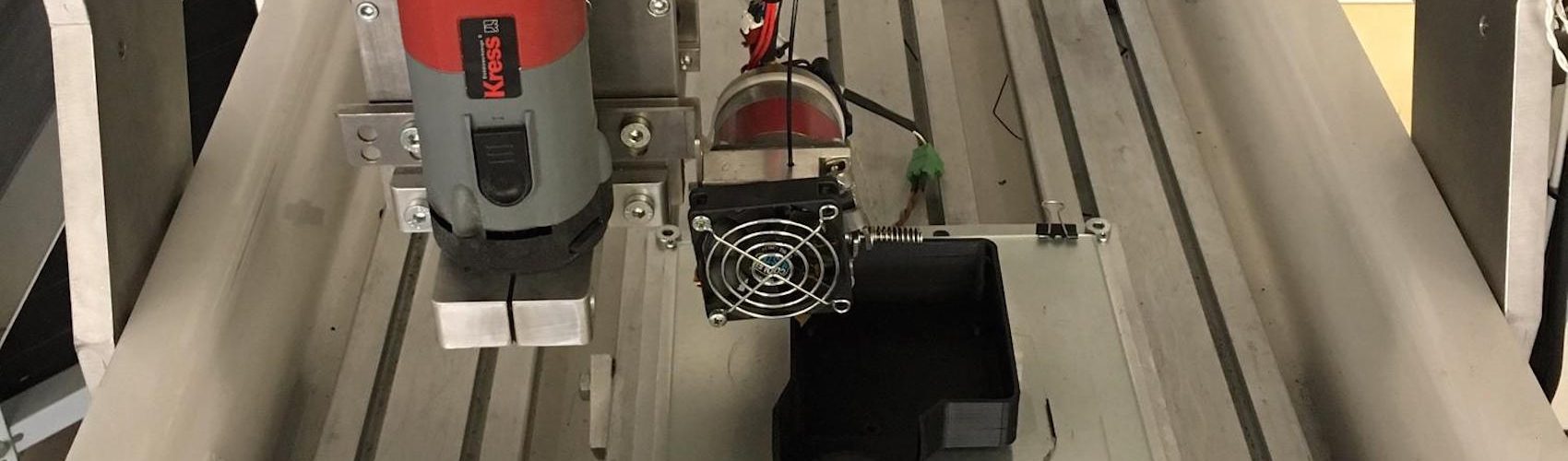
 1. Montaggio testina di stampa e piano riscaldato:
1. Montaggio testina di stampa e piano riscaldato:
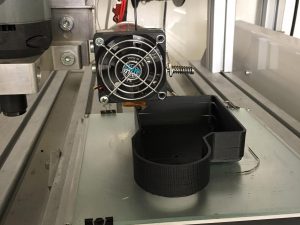 1. Montaggio testina di stampa e piano riscaldato
1. Montaggio testina di stampa e piano riscaldatoin rete sono disponibili diversi modelli di extruder tutti simili tra loro e utlizzabili indifferentemente con l’interfaccia EBC; nel caso qui descritto abbiamo scelto una testina di tipo MK5. I requisiti che permettono il corretto pilotaggio della testina di stampa sono: alimentazione 24Vdc e temocoppia tipo K.
Per quanto riguarda il piano riscaldato, unico requisito è la tensione di alimentazione di 24Vdc.
2. Extruder & Bed Controller
 2. Extruder & Bed Controller
2. Extruder & Bed ControllerL’interfaccia EBC controlla direttamente la temperatura della testa di stampa e del piano riscaldato, monitorandone costantemente l’andamento.
Come una normale stampante 3D è in grado di settare le diverse temperature necessarie durante le diverse fasi di stampa, grazie alla connessione con Mach3 attraverso una semplice porta RS232.
3. Creare un Mach3 printer setting
 3. Creare un Mach3 printer setting
3. Creare un Mach3 printer settingA seguito dell’attivazione del quarto asse con il quale si pilota il motore passo-passo dell’extruder, è sufficiente duplicare il Vostro milling setup.xml di Mach3 e rinominarlo 3D_Printer.xml. Si procede quindi con la taratura del corretto rapporto step/mm, per ottenere l’esatta quantità di filamento di plastica necessaria alla testina di stampa in rapporto alla velocità di movimento dei 3 assi principali (X,Y,Z).
4. Installare l’utility software EBC-uty (a corredo dell’interfaccia EBC)
Questo setup installa quindi automaticamente tutte le parti software necessarie a Mach3 per colloquiare con Extruder & Bed Controller; l’installazione crea anche (all’interno della directory Macros) una cartella chiamata 3D_Printer, che contiene tutte le macro necessarie. Il software installato è quindi in grado di interpretare il G-code generato dallo slicer, instradando opportunamente le istruzioni destinate al quarto asse (motore del filamento) e quelle destinate al gestore delle temperature testina e piano riscaldato (EBC).
5. Installare il software slicer
 5. Installare il software slicer
5. Installare il software slicerSlicer3R permette di generare direttamente il G-code x Mach3; questo software, assolutamente completo ed intuitivo nell’utilizzo, diventa anch’esso parte integrante del sistema. Nonostante nel web siano rintracciabili altri pacchetti (es. Skeiforge, Replicator, Ultimaker Cura), la disponibilità di Slicer3R per i più diffusi sistemi operativi – Windows / OSX / Linux, la sua natura freeware e la dichiarata compatibilità con Mach3, lo rendono lo strumento che ci sentiamo di consigliare e caldeggiare.
6. Stampare qualsiasi oggetto
La Vostra CNC è diventata una stampante 3D professionale.
La velocità di stampa dipende unicamente dalle potenzialità della vostra CNC, più è veloce nei movimenti XYZ più veloce saranno le vostre stampe.
E’ opportuno ricordare che, se difficilmente saranno raggiunte le velocità prestazionali di una piccola e leggera stampante 3D, è altrettanto certo che il risultato finale non sarà da meno, anzi: le CNC hanno tipicamente spostamenti e backslash sostanzialmente migliori di quei piccoli “giocattoli”; tutto ciò permette precise definizioni anche in piccoli particolari stampati.
NOTE:
Tramite le macro da noi create, i comandi G-code specifici per la stampanti 3D di tipo RepRap/Prusa (ad oggi le più comuni in commercio), sono gestiti via RS232. Un driver specifico (anch’esso installato da EBC-uty) si occupa di trasferire all’interfaccia EBC, tutti i G-code riguardanti temperature e velocità ventole. L’interfaccia EBC interpreta quindi i suddetti comandi, generando i segnali elettrici e fornendo la potenza necessaria per i riscaldatori; inoltre, grazie ad uno smart PID, le temperature del nose e del piano riscaldato sono istantaneamente aggiornate e tenute costantemente sotto controllo, assicurando una qualità di stampa ottimale.
DETTAGLI TECNICI
MACRO IMPLEMENTATE:
M104 Pxxx Set1 extruder target temp to xxx
M104 Sxxx Set2 extruder target temp to xxx
M109 Sxxx Set3 extruder target temp to xxx active PID and send R0 xxx
M105 Read current temp and send R0 xxx
M106 Pxxx Fan ON/OFF ON xxx>127 OFF xxx<127
M140 Pxxx Set bed target temp to xxx
M190 Pxxx Set bed target temp to xxx active PID and send R1 xxx
COMANDI RS232 IMPLEMENTATI
Con questi comandi, inviabili tramite un qualsiasi software tipo HyperTerminal, si ottengono i relativi cambiamenti. Settaggio seriale baud 15200,8,n,1.
Es. “0″ seguito da “CR” genera lo spegnimento del PID attualmente selezionato. Di seguito la lista dei comandi disponibili:
| 0 1 +/- p+/- i+/- d+/- S M104 Pxxx M104 Sxxx M109 Sxxx M105 M106 Pxxx M140 Pxxx M190 Pxxx |
PID out ON/OFF. Reset. Add1 +5/-5°c to target temp. Add2 +20/-20 to KP. Add3 +20/-20 to KI. Add4 +20/-20 to KD. ShowPid extruder/bed. Set1 extruder target temp to xxx Set2 extruder target temp to xxx Set3 extruder target temp to xxx active PID and send R0 xxx Read current temp and send R0 xxx Fan ON/OFF ON xxx>127 OFF xxx<127 Set bed target temp to xxx Set bed target temp to xxx active PID and send R1 xxx |
Scarica RepRap GCode Cheat Sheet: il set di istruzioni per le comuni stampanti RepRap 3D.
I marchi registrati sono di proprietà dei rispettivi produttori.